I chatted with a fellow shooter and range member yesterday while I was on RSO duty. I've known him for years, and served RSO duty with him many times. This guy is very intelligent, a commercial international pilot by trade, and a serious competitive shooter.
I think because he knows I shoot with a brake, he dove into the risks of brain damage caused by the repeated concussive blast from muzzle brakes. He no longer will use a brake, nor flash hider; it's either no muzzle device or a suppressor. It didn't seem to matter when I explained that the shooter, myself in this case, doesn't feel the concussive blast, it's the folks on the sides, or standing behind the shooter that feel the blast, I say this because I've been the guy standing behind braked shooters.
In any event, this fellow shooter urged me to reconsider using a brake, I have no reason to believe his advice is anything but genuine, and given because he cares about me as friend.
I did an internet search on the matter and found several articles that appear to confirm what my friend told me. That said, I don't shoot 100s or 1000s of rounds on a regular basis, like military members may be required to do. Anyway, below is a link to one person's viewpoint on this which appears in-sync with what my friend stated.
Brain Drain
What do you guys think?
I think because he knows I shoot with a brake, he dove into the risks of brain damage caused by the repeated concussive blast from muzzle brakes. He no longer will use a brake, nor flash hider; it's either no muzzle device or a suppressor. It didn't seem to matter when I explained that the shooter, myself in this case, doesn't feel the concussive blast, it's the folks on the sides, or standing behind the shooter that feel the blast, I say this because I've been the guy standing behind braked shooters.
In any event, this fellow shooter urged me to reconsider using a brake, I have no reason to believe his advice is anything but genuine, and given because he cares about me as friend.
I did an internet search on the matter and found several articles that appear to confirm what my friend told me. That said, I don't shoot 100s or 1000s of rounds on a regular basis, like military members may be required to do. Anyway, below is a link to one person's viewpoint on this which appears in-sync with what my friend stated.
Brain Drain
What do you guys think?





 , lol.
, lol.
 , I know better.
, I know better.
 .
.


 .
.
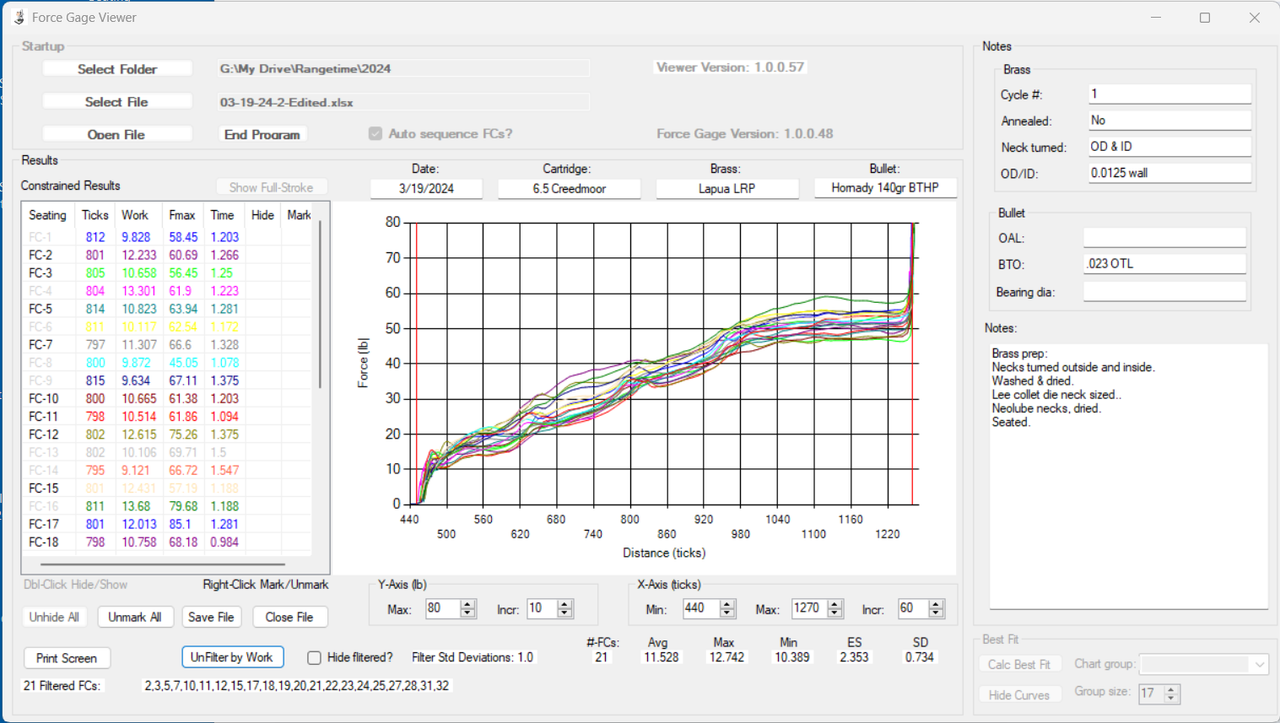
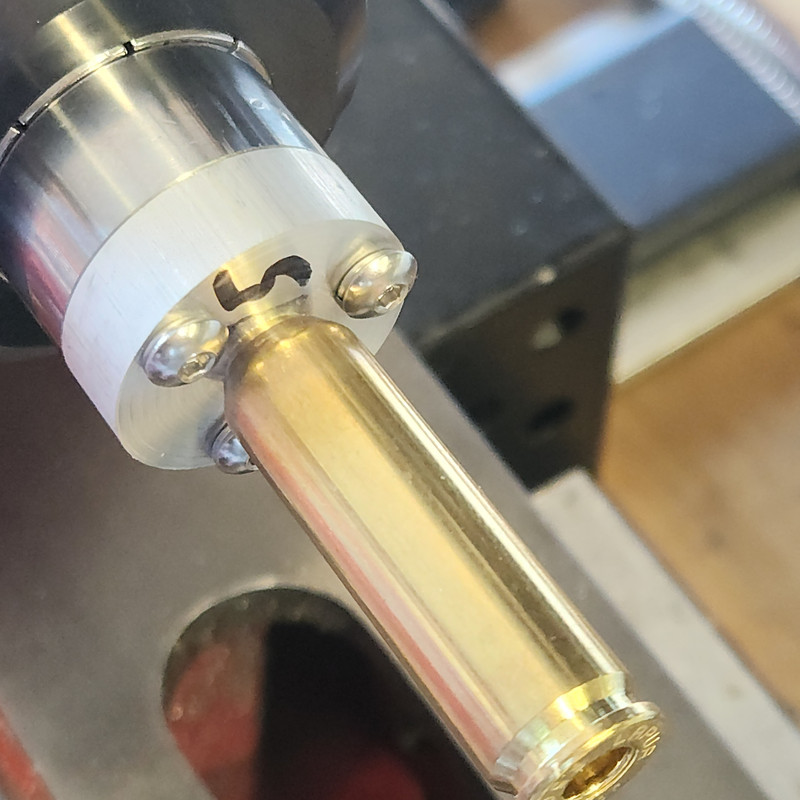
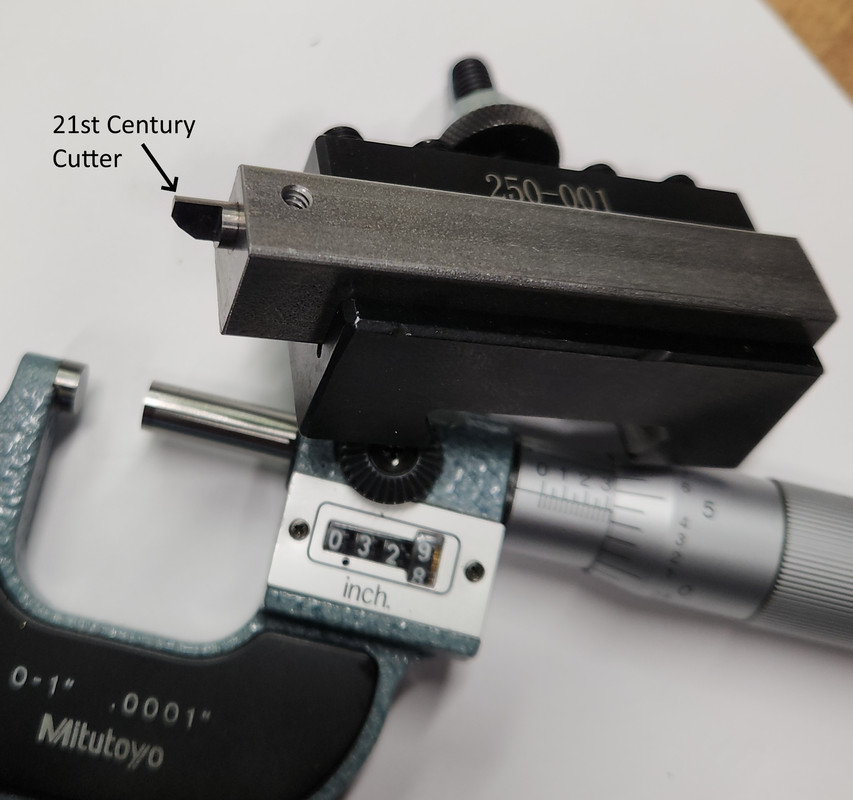
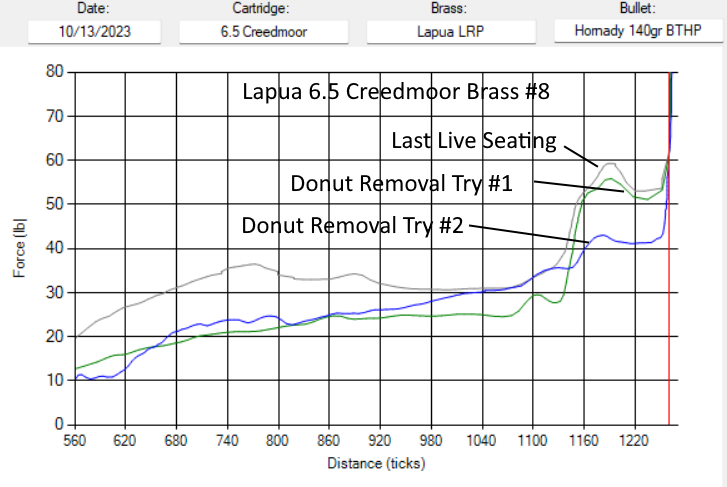
 . The wall thickness here is 0.0133", always nice when the math adds up
. The wall thickness here is 0.0133", always nice when the math adds up 

 .
.



 .
.



 .
.